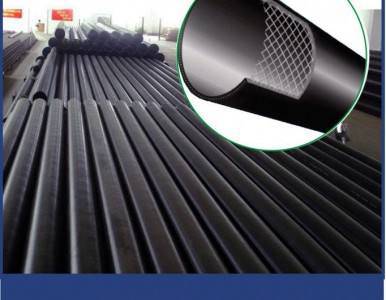
焊接以及冷却过程中严禁移动、脚踏管材、件或对管材、件施加外力,鹰潭钢丝网骨架复合管焊接方法,严禁未按规范充分冷却(宜不少于6h),就对管道进行压力试验。钢丝网骨架塑料复合管,以其好的材质与的生产工艺水平,使之具有更高的耐压性能。另外,在兼顾强度的同时又具有良好的柔性,适用于长距离埋地用供水、输气管道系统。它是通过热熔胶复合连续挤出成型的新型环保管材,既保留了钢管的稳定性的优点,聚乙烯钢丝网骨架复合管焊接方法,又保留了塑料管卫生性能以及技术可靠、使用寿命长等特点。
第四步刮除表皮:用平板(禁止使用磨光机)将管材表面氧化层刮除,500钢丝网骨架复合管焊接方法,刮削时应沿管材端部整个外圆周进行刮皮,200钢丝网骨架复合管焊接方法,用砂纸将电熔管件承口端表面打磨去除氧化层(刮除氧化层0.1-0.2mm即可)。第五步清洁管材:用干毛巾(严禁使用湿毛巾)将管材件刮氧化层时所残留的碎屑擦干净,避免因杂质因素影响焊接质量,并保持连接面不受潮。第六步插入管件:按以上步骤处理好管材件后,用榔头将管件敲入管材标记处;(配套较紧时应慢慢敲到底)。
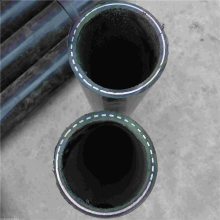
钢丝网骨架塑料(聚乙烯)复合管:先挤出内层塑料,再在成型的内层塑料管的外壁上涂敷一层热熔胶再进行钢丝缠绕,随后再涂敷一层热熔胶,后挤出外层塑料的多次成型的方式。管材层与层之间有着明显的界面,易脱层,脱层后的管材内部的钢丝缠绕层与塑料层部分分离,在输送腐蚀性介质的情况下会对钢丝层造成严重腐蚀,使管材的承压主体受到破坏,由于钢丝层被腐蚀后的剩余塑料部分的承压能力很低,即使在较低的压力下也有可能出现爆管现象。