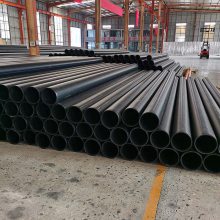
钢丝网骨架管焊接注意事项:1.当天装配好的管材件未焊接的,晚上必须做好防护措施,防止夜间下雨(露水)浸入管材件,特别注意施工人员在下雨天禁止施工操作。2.不圆度偏大的管材或插口管件,必须要先采用专门工具进行必要的整圆后,方可进行电熔焊接。需确保管材插入端端口和轴线垂直,且在管材插入管件前,应采用尺子和记号笔在管材上标识插入深度,宁波钢丝网骨架复合管供应商,务必确保管材插入到位,250钢丝网骨架复合管供应商,且保持管材、件之间同心同轴,否则极易导致冒烟、喷料等现象的发生。
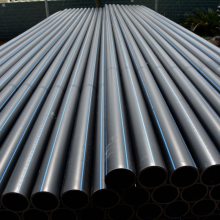
通电前还应检查导线连接是否正确,导线截面积和电容量是否符合电熔焊机的有关要求。在熔接及冷却过程中,不得移动、转动接头的部位及两侧的管道。焊接前应检查管件接头的铜件是否干净,110钢丝网骨架复合管供应商,***无污渍。焊接过程中若有冒烟喷料现象应立即关闭电源。当天装配好的管材件未焊接的,晚上必须做好防护措施,HDPE钢丝网骨架复合管供应商,防止夜间下雨(露水)浸入管材件,特别注意施工人员在下雨天禁止施工操作。
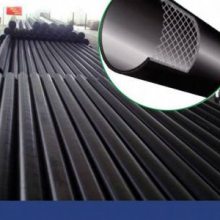
钢丝网骨架管焊接注意事项:⑴整个焊接过程中焊机的输出电压必须始终维持在额定值±0.5V范围内,确保焊机插头无锈蚀、污染,并和电熔管件铜电极配套良好。⑵电熔焊接的环境温度宜在-5℃到40℃之间,当环境温度超出时,必须采取相应的保护措施。⑶管材或插口管件的焊接面必须采用专门工具对氧化层进行根本刮除,刮除氧化层的厚度宜为0.1-0.2mm。